




 通过认证
通过认证
“电动打压机,电动试压泵,胶管试压机生厂家在哪里”参数说明
| 是否有现货: | 是 | 认证: | ISO9001 |
| 品牌: | 鸿源 | 材质: | 不锈钢 |
| 驱动方式: | 电动 | 结构形式: | 轴向 |
| 用途: | 试压泵 | 类型: | 轴向柱塞泵 |
| 泵轴位置: | 卧式 | 叶轮数目: | 0318-7323658 |
| 叶轮结构: | 13663385827 | 工作压力: | 160MPa |
| 柱塞直径(mm): | 9mm | 重量(kg): | 530kg |
| 转速(r/m): | 960 | 柱塞数: | 3 |
| 流量(m3/h): | 68L/H | 型号: | 3D-SY200 |
| 商标: | 鸿源 | 包装: | 木箱包装 |
| 尺寸: | 1690*675*1000mm | 产量: | 7323658 |
“电动打压机,电动试压泵,胶管试压机生厂家在哪里”详细介绍
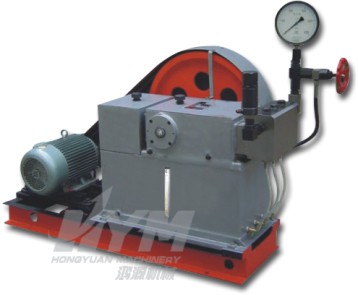
电动试压机主要结构和工作原理
本电动试压泵为卧式三柱塞泵,由电动机、皮带轮、机架、泵头和底座等组成。1、机架机架由机身、曲轴、连杆、十字头等组成 。电动机通过三角皮带轮进行减速,并通过曲柄连杆机构将旋转运动转变为十字头的往复直线运动。机身是一箱形结构的铸铁件,前端镗有三个安装孔,以保证柱塞与十字头的同轴度,机身后端开有一个长方形孔,便于十字头、连杆等零件的装拆。曲轴为整体式三曲拐。连杆大头处为剖分式结构,配有标准的175柴油机连杆轴瓦,连杆小头配有铜轴瓦与十字头销连接。十字头为圆筒形结构,与十字头销配合孔两端面装有弹性挡圈,防止十字头销轴向移动,十字头与柱塞联接采用中间球面结构,能保证柱塞自动定位。2、 泵头泵头由泵体、吸入阀、排出阀、柱塞副等零件组成。泵体固定在机身上,由十字头带动柱塞在泵体内往复运动,使泵体内的工作容积产生周期性变化。当柱塞为吸入行程时,泵体内容积增大,排出阀关闭,形成局部真空,工作介质在大气压下,由吸入阀进入泵体;反之,吸入阀关闭,工作介质由排出阀输出,经过单向阀,由外接管路输送到被试器件内,直至达到所需压力。另外,在泵头右端的单向阀上装有目测压力表,以监视泵的排出压力。在泵头的左端装有安全阀,在系统超载时起保护作用。安全阀的起跳压力在出厂时已调校好,用户不得任意调动。
电动试压机使用方法及注意事项
1、 使用方法
a、 减速箱内加足润滑油,使油面达到油标上刻线高度,润滑油为N68号机械油(相当于旧牌号50号机械油)。柱塞箱内加入N46号机械油(相当于旧牌号30号机械油),油面达到柱塞中心高度。
b、 检查各传动部份的连接螺栓有无松动现象。
c、 检查水箱内是否装足常温输送介质。介面应达水标上限。
d、 扳动皮带轮数转,检查整机运转过程中,机构有无卡阻或碰撞,同时检查密封压紧螺母有无松动现象。
e、 将被试器件与本系统连接好。
f、 打开手动卸荷阀,起动泵进行常压运转数分钟,待运转正常后,关闭卸荷阀,使系统开始升压。g、当系统压力升至所需压力后,停机, 系统进行保压试验。
2、 注意事项
a、压力表的量程不应低于试验压力的1.5倍,按照国家相关要求,敬请用户在使用前检验所配压力表。
b、 严格按照操作过程的要求执行。
c、对试压容器在升压之前,必须排尽被试容器中的气体。
d、 在升压试验中,不应超过本泵的额定工作压力。
e、泵和管路应装在有防护设备的房间里。
f、严禁在高压下装拆附件和检修,必须停机卸荷后进行。
g、泵在运行过程中,若有异常,应立即停机,待排除后,方可运行。
电动试压机在运转中的检查工作
1、曲轴箱的温度不得超过70℃,并不应有异常的噪音和激烈的振动等不正常现象发生。
2、检查各轴承,柱塞等处的温度和润滑油面高度。
3、检查高压泵排出压力是否良好。
4、检查柱塞密封,避免柱塞和密封圈摩擦过剧而引起温度急剧升高。当发现柱塞与密封圈处温度过高时,应停止升压,并常压运转,待柱塞与密封圈跑合后方可升压;当发现柱塞与密封圈处渗漏严重,压力升不上去时,应更换已磨损的密封圈。
一般故障及排除方法
| 项目 | 故障名称 | 产生原因 | 排除方法 |
| 1 | 泵出口压力达不到要求 | 1.泵的吸入阀或排出阀泄漏。2.安全阀泄漏。3.管路联接处渗漏。 | 1.研磨或更换已失灵的阀组。2.重新调整或更换阀芯、阀座3.检修渗漏处 |
| 2 | 柱塞温度过高 | 1.密封压得过紧。2.介质未进入泵体。 | 1.调整密封压紧螺母。2.清洗研磨吸入阀或排出阀。 |
| 3 | 泵运转有撞击声 | 1.连杆螺母松动。2.连杆轴瓦、小头轴瓦磨损间歇过大。3.运动机构其它零件松动。4.轴承精度降低。5.润滑油不足。 | 1.扳紧连杆螺母。2.调整或更换。3.调整松动零件。4.更换新轴承。5.添加同种润滑油或换合适的润滑油。 |
| 4 | 泵压力降得太快 | 各连接接头泄漏 | 拧紧连接接头 |
























